
宣汉攻牙器
浏览次数:
次























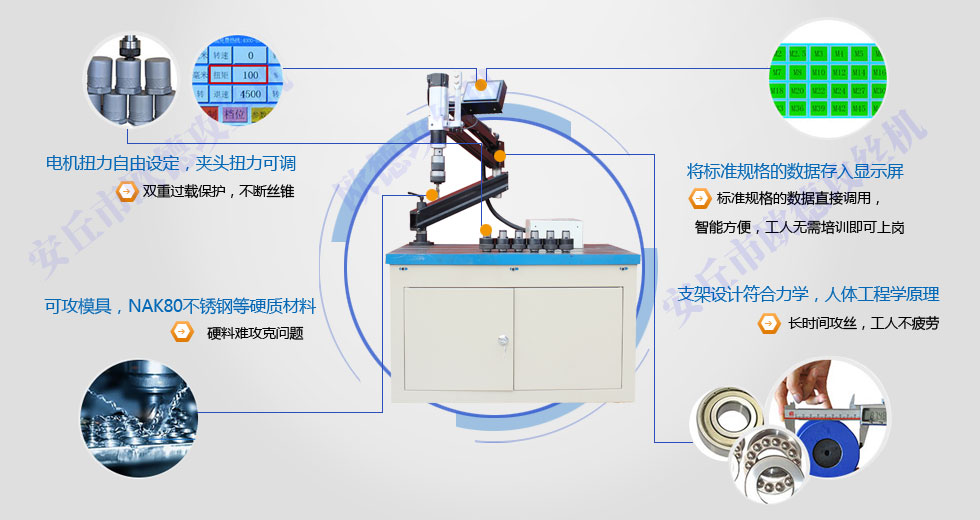







潍坊欧德机械攻丝机


联系我们

潍坊欧德机械有限公司 24小时咨询电话: 400-0076-008
李经理 15662562601
徐经理 18653661757
王经理 18653668101
张经理 15662562758 传真:0536-4287227 邮箱:84762562@qq.com
地址:山东省潍坊安丘城东工业园

 李经理
李经理